更新时间:2024-12-26 08:24:54 浏览次数:3 公司名称:聊城 金鸿耀工程材料有限公司



铜止水片在大坝止水项目中发挥着不可替代的重要作用,四平止水铜片在止水大坝面临着巨大水压的情况下,止水设施便是过水或渗水的通道,而设置止水橫缝的目的,就是为了防止水的渗透,同时承受强大的水压。
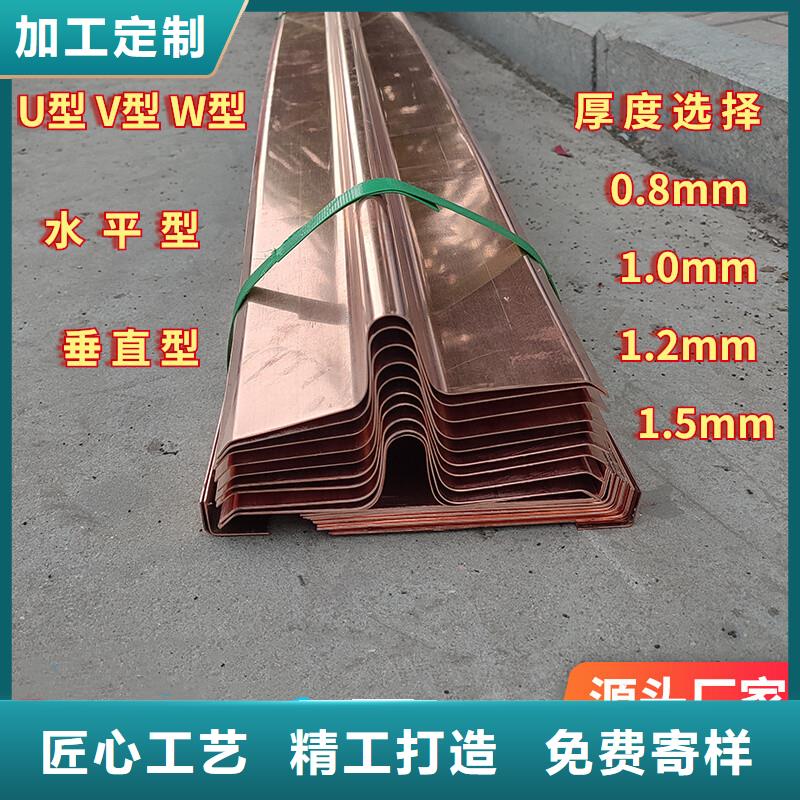
大坝止水项目中,往往将我们的铜片止水加工成W型(为了便于固定和混凝土的咬合),其中中央尖部凸起来的形似“鼻子”的这部分,我们称之为铜鼻子。而这个铜鼻子的朝向问题,对于止水铜片在水中的受力情况起着至关重要的作用。
止水铜片的受力,从两个方向分析。 ,若将铜片鼻子朝向迎水面荷载,在库水位尤其高水位时,荷载很大,相对刚度较低的铜片无法产生“拱效应”,势必顺着荷载作用方向而发生变形,出现折转,此时铜片折转弯曲处可能撕裂破坏。对此应保持警惕,并加以防止。第二,将铜鼻子指向背水面,铜片止水顺着荷载作用而产生变形。一般变形不大,是受力后伸展,不会出现折转情况,铜片也不至于撕裂破坏。
由于铜片止水质地较软,厚度较薄(一般厚1.5mm左右)、韧性很好,加工成型容易。成型的止水铜片埋置在橫缝中,其刚度很低,在强大的水压力作用下容易产生变形。所以在工程设计中应该使它顺荷载的作用而自然渐变地伸展,防止它剧烈变形而可能的折转和撕裂。
止水铜片公司生产的铜止水均执行 标准,四平止水铜片目前按照 规定执行GB/T 2059-2017,其对表面质量规定,表面应光滑、清洁,不允许有分层、裂纹、起皮、起刺、气泡、压折、夹杂和绿锈,但允许有轻微的、局部的、不使带材厚度超出其允许偏差的划伤、斑点、凹坑、压入物、辊印、氧化色、油迹和水迹等缺陷。
除此之外,需对产品进行化学成分分析、外形尺寸检测、拉伸性能试验、硬度试验、弯曲试验,以及电性能试验、晶粒度检测。而对于检验结果的判定,化学成分不合格,则判定该批材料不合格。外形尺寸偏差和表面质量不合格,只证明该样品不合格,因此,进行此检测的时候,需逐一进行检测。当力学性能、弯曲试验、电性能和晶粒度的试验结果中有试样不合格时,应领取双倍数量的试样进行重复试验,重复试验结果全部合格时,可判整批产品合格。
铜止水的固定问题直接影响到后期的混凝土浇筑,同时还会对止水的效果起到相应程度的影响。一般铜止水固定不牢固,在浇筑过程中发生位移,那么伸缩缝内部便容易蓄水,引起渗透,从而发挥不了紫铜止水的防水作用。
为了简单快速的实现铜止水的固定,在对铜止水大样图进行设计的时候,可以使铜鼻子的深度稍微深一定,宽度根据伸缩缝的宽度确定,小于伸缩缝宽度2~4mm即可。那么在安装过程中,便可直接设置在伸缩缝内部,将铜止水固定住。
无论是在国内还是国外,四平止水铜片很多大型水工项目均是采用止水铜片作为重要的止水主要材料,有时也会在此基础上,加填沥青麻丝,或者辅以橡胶止水等。但是我们都知道,在实际的施工过程中,我们无可避免的出现铜止水接头或止水铜片的接头。对于铜止水接头,我们重庆香银止水铜片公司建议采用搭接焊的方式。但是焊接的质量参差不齐,只要焊接过程中稍出现问题,将影响止水铜片的防水效果。因此,我们需对其防水效果进行检测,检测方式包含以下几种:
1. 煤油渗透检查
采用将煤油滴在止水铜片的焊缝上,在另一边撒上干石灰或者说是粉笔灰,静放一段时间,然后观察另一边的干石灰是否被浸湿。如发现有渗漏情况,便用马克笔或其他东西做好标记,需要进行重新补焊。
2. 抗拉强度检查
接头的抗拉强度检测要求不低于母材的80%为合格,这个需要科学性的检测。但无论是外观检查还是科学检测,均是为了保证防水建筑的性、可靠性,使防水工程更加科学化,规范化。
3.肉眼外观质量检查
焊接完成后,采用目测或量测检查焊缝是否平整,光洁,有无砂眼,锈斑等。
止水铜片止水铜板进行成型加工过程中可能会出现表面起皮的现象,四平止水铜片表面起皮为板带材表面局部或呈带状破裂翻起使带材表面的完整性和光洁性受到破坏。起皮一般沿轧制方向呈连续或断续分布并在起皮处可以观察到金属皮与金属基体之间较为光滑无黏结有时存在污染物、夹杂等。引起起皮的原因主要为铸锭本身存在组织缺陷如气孔、夹杂(渣)等.另一方面热轧压合及当轧件表面在前工序受到外来物损伤如磕碰伤、杂物压入等在后续加工过程中造成金属流动出现断续而造成。对于铸锭内部组织缺陷板带厚度越小起皮越容易暴露;同时起皮料经过进一步轧制会出现压漏或孔洞现象。
铜片止水加工生产过程中,应保持平整,表面的浮皮、锈污、油渍均应干净。如有砂眼、钉孔、裂纹应予焊补。现场接长宜用搭接焊。搭接长度应不小于20mm,且应双面焊接(包括“鼻子”部分)。经试验能够保证质量亦可采用对接焊,但均不得采用手工电弧焊。
保证焊接接头表面的光滑、无砂眼或裂纹,不渗水。在工厂加工的接头应抽查,抽查数量不少于接头总数的20%。在现场焊接的接头,应逐个进行外观和渗透检查合格。焊材需采用止水铜板母材的剪条,将脱氧剂放在焊粉中,焊粉采用气剂301。
焊接火焰选用中性焰:氧化焰会使熔池氧化,在焊缝中形成脆性的氧化亚铜;碳化焰则会产生一氧化碳和氢气,进入焊缝形成气孔。焊前首先将焊件预热:预热温度为400~500℃。由于高温铜液容易吸收气体,是焊缝金属产生多孔性的缺陷,同时,焊缝热影响区的晶粒粗大,还会使焊接接头的力学性能降低,所以焊缝的焊接层数越少越好,焊接时采用单道焊。焊后捶击焊接接头,使金属晶粒变细,从而提高其力学性能。
铜片止水安装也需严格按照标准执行,不得在表面上打孔,避免歪曲变形或其他损坏,安装时,其中线应与缝中线重合,其差错不大于±5mm,两边平段歪斜差错紫铜止水不大于±5mm应对鼻子部分进行加固固定,防止浇灌混凝土时发生移位、偏离等情形。止水铜板安装浇灌过程中,应安排值班技术人员全程监工,注意检查止水片变形偏移情况,如有偏移,应立即予以纠正。混凝土浇灌人员应加强对紫铜止水片周边砼的平仓、振捣,防止骨料集中或欠振、漏振。振捣时振捣器不得触及止水片,并保持30cm以外的距离。
不得使用变形、裂纹和撕裂的聚氯乙稀(PVC)或橡胶止水带,铜止水片与橡皮止水的连接一般为垂直连接,连接方法采用氯丁胶粘接,粘接长度大于70MM,粘接前,将橡皮止水的凸起割掉形成平面,用手挫打毛,然后将粘接面涂上氯丁胶进行粘接,粘接必须牢固,防止裂缝。粘接后,将表面用螺栓加铁板进行固定。